


Control of the Hudson River was important strategically during the American Revolution. The river, along with lakes George and Champlain, was a potential invasion route from Canada. It also was a physical separator of the colonies. Men as well as supplies crossed the river. To split off the northern colonies from the South and interrupt this supply line was a war-long British ambition.
Engineers, especially engineers with experience, were scarce in the revolutionary forces. Often amateurs stepped forward with plans and schemes to enable the Patriots to obstruct the river. These ideas included fire ships, the sinking of old hulks to impede river traffic and the deployment of chevaux de frise. Chevaux de frise were devices used effectively in the Delaware River to protect Philadelphia. These consisted of iron tipped logs set at an angle and firmly attached to large rock-filled boxes on the river bottom. Ships could not go over these obstructions without ripping out their bottoms or becoming grounded upon them.
The Hudson however is a far mightier river than the Delaware and proved much more formidable than the amateurs who attempted to control it. At the upper end of Manhattan Island, between Fort Washington on the Manhattan side and Fort Lee on the New Jersey side of the river (roughly where the George Washington Bridge now stands), the depth of the shipping channel is between 18 and 50 feet. The channel itself is over 2400 feet wide which makes almost any sort of obstruction at this point impractical.[1]
After much discussion it was decided that the Royal Navy could be prevented from going up the river by placing an immense iron chain from Fort Montgomery on the west bank to Anthony’s Nose on the east. Anthony’s Nose is downstream from West Point and is the location of the east end of the present Bear Mountain Bridge. Many of the links for this chain had already been forged for various smaller projects but never used.

Captain Thomas Machin, an artillery officer, was ordered to handle the project by General Washington who described him as having “just returned from overseeing the Works at Boston; he is as proper a person as any I can send, being an ingenious faithful hand, and one that has considerable experience as an Engineer.”[2] Although he had no formal training as an engineer he had been used on a variety of defensive works in the past. He was practical and had common sense. As it turned out Machin was a good choice.
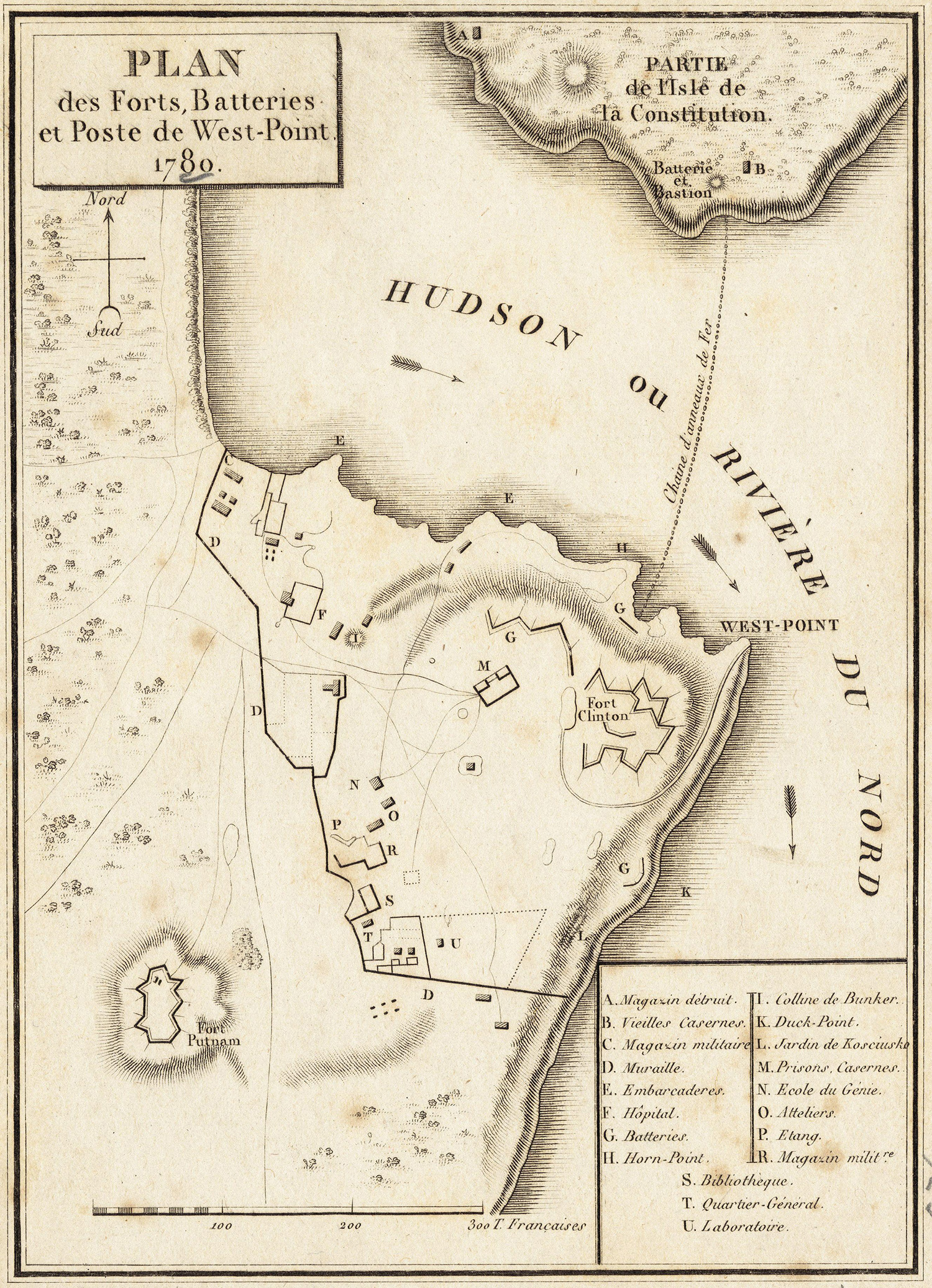
![Map (detail) of West Point in 1780 [view full size]. Source: Boston Public Library](https://allthingsliberty.com/wp-content/uploads/2014/09/WestPoint1780detail.jpg)
The chain was kept on the surface of the river by placing it across numerous log rafts. It was positioned in November 1776. To the horror and disgust of onlookers the chain immediately broke as the pressure of the water was too great for the chain to withstand. Laboriously, the chain was reconnected only to break again. With winter approaching, the chain and its raft floats were removed as the river would soon fill with ice so there would be no danger from the British.[4]
In early April 1777 the chain was again stretched across the river on its log-raft floats. This time it was positioned at a steep angle to the current which, it was hoped, would alleviate some of the pressure from the water. It was a massive thing to behold weighing 35 tons. It was protected by heavy cannons on either shore to prevent the British from attacking and cutting the chain.

On October 6, 1777 the British attacked. However, they did not directly assault the chain. They landed infantry downstream and attacked the forts and river defenses from the rear. Captain Machin was wounded while serving a heavy cannon at Fort Montgomery. When the fort was overwhelmed he and many other Patriots took advantage of the chaos and slipped away into the surrounding woods to safety.
With the Patriot’s defensive artillery under their control the British could safely spend the time necessary to cut through one of the chain links, opening the river to their fleet. They sailed upriver where they burned the town of Kingston, seat of the New York State government.
No sooner had the British gone back down the river than new plans to close the river were investigated. By the middle of January 1778 it was decided that West Point was a better location for a new chain. Up-river traffic makes a sharp turn to the west at West Point. Sailing ships would lose speed and have to tack going around the turn. This would leave them vulnerable to heavy cannon fire from both shores. Infantry would also be stationed nearby to protect the new chain from attack by land. The new chain would be stretched from West Point almost directly North to Constitution Island – a distance of 1500 feet, 300 feet less than the old chain site at Fort Montgomery.[5]
Captain Machin, recovering from his wound, moved ahead with amazing speed. A new chain was required and this chain was to be his chain. The links and parts would be purpose-built solely for the obstruction of the Hudson and would be created to Machin’s specifications. This was the project of a lifetime and Machin was going to make the best of it.
Machin chose the Sterling Iron Works of Chester, New York to forge the chain. Machin had worked with them in the past and was confident they could make his massive chain and the supporting hardware. The chain had to be strong, twice as strong as the Fort Montgomery Chain, yet it had to be light enough that it could be taken up each Fall and installed again in the Spring.
Noble, Townsend & Company’s Sterling Iron Works, run by Peter Townsend, was capable of quality work and also capable of filling such a large order in a hurry. In early February Townsend signed a contract agreeing to supply, “…before the first day of April next …an iron chain…in length five hundred yards, each link about two feet long, to be made of the best sterling iron, two inches and one quarter square, or as near thereto as possible, with a swivel to every hundred feet, and a clevis to every thousand weight [1000 pounds]….” It was a stupendous order requiring over 750 chain links, eight swivels and 80 clevises plus anchors, staples and other hardware.[6]
Townsend, who struggled to maintain a skilled workforce, was constantly losing men to the military draft. He wrangled for an exemption for sixty of his men for a period of nine months. This was far longer than it would take to fabricate the chain. The exemption was included in the contract, reluctantly, as part of the price necessary to get the chain.
The contract also stipulated that Sterling Iron Works would use “their utmost endeavors to keep seven fires at forging and ten at welding” twenty four hours a day.[7]

The specifications for the chain tell much about its design. The measurements were only approximate. Several chain links survive, each of which are of varying sizes and weights. The swivels were installed every hundred feet as the log raft floats were at that distance and the swivel would allow the sections, or sets as they were called, to move without twisting the chain. A “clevis” is a “U” shaped chain link open at one end. Holes were punched near the end of each open end and a large bolt pin passed through the holes. This allowed the sets to be connected with each other. A set consisted of nine links plus a clevis. There were at least 53 sets.
Surprisingly, during the Revolutionary War the United States was producing an astonishing 14 percent of the world’s iron, 30,000 tons. Iron works required huge quantities of wood. English furnaces were having to relocate to areas with a wood supply while the forests of North America were limitless. The colonies boasted 72 cold blast furnaces, plus many smaller forges. Their production was greater than that of England and Wales combined. Each day an acre of forest was consumed while the furnaces were making the iron for the chain.[8]
Nothing like the West Point chain had ever been constructed. It was a mammoth project. A wheel powered by water from Sterling Lake operated a bellows that supplied a continual stream of air through a pipe into the furnace hearth. The furnaces were continually fed with charcoal made from four-foot billets of hardwood. The iron ore, from a thick vein of black magnetite ore of 60 to 70 percent purity, was combined with a lime flux. All of which was dumped down the stack of the furnaces while in operation.
The heat from the fire, enhanced by the pumped in air, reduced the iron ore to molecules of ferrous and ferric oxide and some of the carbon from the charcoal would combine with the iron. The iron making process also produced huge quantities of slag, carbon monoxide, carbon dioxide, hydrogen, methane and smoke. It was a dirty and dangerous business with the furnaces and welding forges going at the same time.
Twice a day molten iron was drained from each hot furnace into channels cut into the earth. The iron in these channels were the “pigs” or ingots. They were from three to ten feet long and four or five inches in thickness. They weighed from 35 to 100 pounds.
When ready for shaping, the pigs were reheated red hot and then wrought through repeated hammerings into “aconies” – dumbbell-shaped iron bars with large square ends. The ends provided the ironworkers a place to grasp the aconies with great tongs to shift the hot iron as it was beaten into shape under a trip hammer.[9]
The trip hammer was a large wooden beam with a cast iron head, powered by a water wheel, that was raised and dropped endlessly to hammer iron against a large anvil. After the aconie was beaten into a long squared section the dumbbell ends were cut off leaving a section of iron roughly 2 ½ inches square and about 5 or 6 feet long. This iron bar would become a chain link. Over 750 of these bars were required.
The bars were heated again to a red hot glow and bent into shape around a huge mandrel after which the ends of the bars were welded together to make a finished link. The swivels and clevises were more difficult to form and required more beating with sledge-hammers.
This process went on for weeks both day and night. The finished product was not much to look at. The links were irregularly shaped and twisted. However, no one could deny it was a mighty chain the likes of which no one on the continent had ever seen before.[10]
After the chain had been made by Sterling it was taken, in sets, on sledges pulled by oxen, to Brewster’s Forge at New Windsor, upriver from West Point for final assembly. Each load consisted of nine links plus a clevis and pin. At Brewster’s the chain was put together by pounding the clevis pins into the clevises to connect the sets. The chain was then attached, by huge staples, to log rafts made up of hundreds of logs, for the trip down the Hudson to West Point.[11]
Finally, the much anticipated day arrived. The chain was ready to be installed. Machin had devised enormous capstans, much like those used on ships for hauling up anchors, powered by teams of soldiers who strained to winch the chain across the river. At each end the chain was anchored to large rock-filled cribs. The log raft floats were 50 feet long and 12 feet wide. The logs were waterproofed with tar and oakum to help keep them from becoming waterlogged. Both ends of the logs were sharpened to give them less resistance to the flowing water. The chain was not stretched tight but rather was loose and curved downstream like a necklace. Large anchors were attached to the chain to help hold it in place. On April 30th Thomas Machin could look at his chain as it stretched across the Hudson with tremendous satisfaction. The labor of hundreds of ironworkers, lumbermen, wagon drivers, river men and soldiers was complete. In eight weeks of sweating, cursing and smashing fingers the great chain had been manufactured, assembled, transported and installed across the river. The entire project was a stupendous engineering feat.[12]
The chain was more than just a huge barrier across the river. An additional engineering curiosity is the probability that there was a way of lowering the chain at the western end to allow friendly ships to pass. A brief diary notation in July 1778 and West Point garrison orders of August 1780 “…to examine every kind of vessel that approaches this garrison and none to go over the chain without they have a passport from the governor of the state” hint at a complexity far beyond a simple huge chain.[13]
The great chain at West Point was never tested by the Royal Navy. It was taken out of the river each fall and replaced again each spring until the end of the war. After the war it was allowed to lie rusting on the shore at West Point for twenty years. When the military academy was established in 1802 the chain was moved to the Ordnance Compound where it spent almost 30 years. In 1829 the chain was sold for scrap. However, a few links were spared and remained at the Ordnance Compound. In 1857 these links were put on display at West Point. They are still there today, twelve original chain links, plus a clevis and swivel resting forever in a place of honor.[14]
[1] Lincoln Diamant, Chaining the Hudson, the Fight for the River in the American Revolution (New York: Carol Publishing Group, 1994), 41. Diamant cites many obscure primary sources and is the best single account of the Chain.
[2] George Washington to the New York Convention Secret Committee, June 21, 1776.
[3] Diamant, Chaining the Hudson, 95.
[4] Diamant, Chaining the Hudson, 105-106.
[5] Diamant, Chaining the Hudson, 140.
[6] Merle Sheffield, The Chain and Boom, http://www.hudsonrivervalley.org/links/pdfs/chainandboom.pdf, accessed Aug. 30, 2014, 3. Contract between Sterling Iron Works and the Army of the United States.
[7] Sheffield, Chain and Boom, 3.
[8] Diamant, Chaining the Hudson, 144.
[9] Diamant, Chaining the Hudson, 97.
[10] Diamant, Chaining the Hudson, 152.
[11] Diamant, Chaining the Hudson, 148, 155.
[12] Diamant, Chaining the Hudson, 156; Sheffield, Chain and Boom, 7; USMA, History Dept., West Point Fortifications Staff Ride, 36.
[13] Sheffield, Chain and Boom, 7.
[14] Diamant, Chaining the Hudson, 179, 182.

{kind=link}
22 Comments
Very good coverage of this great engineering feat by the Americans. As extraordinary as the forging and laying of the chain was, it should not be forgotten that transporting the chain from Sterling Forest to New Windsor was a difficult journey of nearly 30 miles along a primitive road system that was thickly wooded and inhabited by outlaws hostile to the Patriot cause. The sledges and wagons were so heavily laden that teams of horses were necessary to manage the transport. Washington knew the importance of this project and authorized a new road to be surveyed and built to improve this part of the project. Visiting Sterling Forest, which still has ruins of the old forges, makes one immediately aware of the hardships the men and draft animals encountered.
As I recall, there are several links of this chain at the Coast Guard Academy in New London Connecticut.
Steven – You are so right. Everything connected with the chain is on an extraordinary scale. Imagine the scene as they tried (especially for the first time) to stretch it across the mighty Hudson. Likely the profanity involved was only exceeded by mashed fingers as the huge links, logs, anchors etc. were muscled into place. Of all the many fascinating events of the American Revolution I would have to rank witnessing the creation, transporting and positioning of the great chain very high on my list of “wish I’d been there” items.
Nice article, Hugh. Like many other folks, I knew of the chain’s existence but little of the details. Your work helps fill in one of my many historical gaps.
The Americans built a similar boom across Lake Champlain between Mount Independence and Fort Ticonderoga but of a lighter nature and not well secured as they lacked cables. Burgoyne’s shipping easily broke through it on the morning of July 6, 1777.
Hugh: Great article! I am working with Gary Zaboly on an illustration of the Ticonderoga/Mount Independence chain referred to by Mike above, described by a contemporary witness as having two foot long links that were thick as an iron bar. Did you come across any details on precisely how the West Point chain was anchored at the ends? I’m trying to imagine how something so massive would have been secured. You mention rock cribs, but what was the chain actually attached to? Was it wrapped around the crib? I also wonder how hard/easy it would have been to detach the chain if, say, the British captured the part of the shore it was attached to? Presumably it wouldn’t have been difficult at all for the side that was designed to allow the chain to be lowered, but what about the other end? Thanks. –Ron
Ron – Glad you enjoyed the article. As for your illustration – you may want to acquire a copy of Chaining the Hudson by Lincoln Diamant as the Ticonderoga chain is discussed. It has a fascinating history and multiple uses. As for anchoring the West Point chain at the ends…that is a problem. I suspect it was wrapped around the cribs. Detaching it would be a horrific task. How would they cut the chain? They could beat on a link with sledge hammers and cold chisels for a LONG time before cutting it. Easier would be to wreck the log rafts holding the chain up – then, the chain would sink into the river and no longer be an obstruction.
I will take a look at Diamant’s book. The Ticonderoga chain was reportedly parted in the middle with a 12 pounder cannon shot from a gunboat shortly after the Americans retreated; the British accounts I have seen expressed some degree of surprise that it proved to be so easy. Prior to the retreat, British gunboats scouted the chain and concluded that breaching it while under fire from shore batteries was “impracticable”, which was probably true, but the American commander, Arthur St. Clair, was concerned that there weren’t enough anchors attached to the floats to keep it in position if the British tried to charge a ship through it. By the way, instead of rafts to support the chains, they apparently used short-cut log “spacers” as floats to support a chain on each end of the logs, creating a double barrier. The distance across the lake was roughly 400 yards. The method of attaching the chain to the shore will continue to puzzle me. If the “wrap around” technique was used, as you suggest, it seems to me they likely would have welded the last link of the chain to itself to secure the “wrap”. That way, one would have to either build a forge to break the chain or laboriously disassemble the crib. There is no record of crib use at Ticonderoga that I have seen, but Major General Schuyler clearly planned a defense based solely on Mount Independence while ensuring that the passage on the lake was blocked despite abandoning Ti, so the chain would have to have been secured on the Ti side at least sufficiently that no one would want to undertake the task of detaching it while under fire from across the lake. Or perhaps by anchoring the floats repeatedly across the channel made securing the chains on the far shore somewhat less relevant, as the anchors would have served as drags on any ship trying to charge through, and the enormous caissons spaced across the lake would have probably caught the anchors before a ship got too far? That may have been what St. Clair was referring to. Thanks again. You have stimulated my thinking on this.
I don’t know how the chain was secured to the cribs, but a method that would require far less chain than wrapping it around something would be to put a rod (probably iron, but possibly wood) through the end link, and build the stone crib around the rod – that is, make the end of the chain into a T shape, so that it could easily be anchored into a stone structure. Some other sort of purpose-forged end fixture could’ve been used, like a rod with a loop on the end, bent on the other end to anchor into the stone. Techniques like this are very common for putting anchors into stone work, so it would be a “simple” matter of scaling it up for the river chain.
Don – This is an excellent suggestion….but, it wouldn’t it make the chain very difficult to remove before winter ice and also difficult to reattach in the Spring? Clearly, this whole manhandling-the-Chain issue needs more work. Huge capstans were supposed to have moved the chain across the river. I’d have liked to see more on that, too. Then there are the underwater anchoring systems. The more I look into the Chain construction and operations the more respect I have for the engineers who carried it out.
Doesn’t it say that there should be a clevis with each nine links, or something like that? If a clevis is what I think it is – a U shape with a pin across it – that would allow the chain to be disconnected into sections whenever there was a need to pass a ship through, or to remove the chain altogether, or what have you. This also gets to the question, perhaps, of how the chain was “strung” across the river – it wasn’t one continuous length of chain, it was many small sections connected by clevises.
The clevis is a “U” shaped piece with a “bolt” punched through holes at one end to close it. In the photo at the top of the article the clevis is the “link” located at “2 o’clock” in the chain circle. This clevis DOES appear to have a bolt that could be removed. I don’t believe that bolt was original to the chain and it appears to be relatively easy to remove. Other photos of the Chain don’t show such a bolt. The chain was many small sections connected by clevises. My understanding is that this was to make the chain manageable to transport but that the full chain was assembled on shore and strung across the river with capstans dragging the chain, and the log supporting rafts, from a pile on the shore. Clearly, as with the building of the pyramids, more work needs to be done on the technical aspects of placing and removing the Chain.
Here’s a fitting conclusion to the amazing “Great Chain” story. In the spring of 1783 Joseph Plumb Martin, by then a sergeant, was stationed at West Point. Rumors had been circulating about camp of a final peace settlement, but, according to Martin, “we were afraid to be too sanguine, for fear of being disappointed.” To judge whether the rumors were correct, Martin and his fellow soldiers kept a keen eye on what they called “General Washington’s watch chain,” the great chain that was placed across the Hudson yearly after the spring thaw. If Washington ordered the chain to be set in place, the war was still on; if not, peace was around the corner.
The chain remained on land, much to the soldiers’ delight. On June 11, Martin’s captain appeared with furloughs in hand for all the “war men,” those who, like Martin, had signed on for the duration of the conflict. They were free to go home if they wished, the captain announced, or they could remain to pick up certificates for three month’s pay, to be redeemed by the states six months hence. Martin chose to stay. “I had waited so long I was loathe to leave there without them,” he recalled.
Ray, this is an outstanding conclusion to the Great Chain saga. Thank you for bringing it to my attention.
We hear a lot about Joseph Plumb Martin, but what do we really know about him other than what is from a book published long after the Revolution ended? How much – if anything – of what is in his memoir is corroborated by 18th Century sources? For example, Hugh Harrington’s review of the Martin memoir (allthingsliberty.com, February 13, 2013) says, “In some cases his reporting is the only eyewitness report available.” Thus, how can we know if Martin – who published his work in 1830, anonymously – is accurately remembering what happened fifty years earlier? How do we know that the entire memoir itself isn’t just a fabrication? Is there a handwritten version of his memoir tucked in an archive somewhere?
Will, I’m not an authority on Joseph Plumb Martin and I share your concerns about old soldiers memoirs written long after the war. The few incidents mentioned by Martin that I have checked on have all been accurate. He must have been working from a notebook or diary and not relying upon his memory. Perhaps, other readers will comment about their experiences with Martin’s credibility.
I’ve read Martin’s book several times and what strikes me is the continuous obsession with hunger, cooking, cold, poor shoes, etc.), and how little he speaks of personal accomplishment except to indicate he was a participant in the greatest struggle of his times. There are embellishments and inaccurate passages but Martin was writing as an elderly man, presumably from his actual diaries (and experiences), though the handwritten version is missing. I infer that Martin probably experienced much of what he wrote about insofar as there is little self-promotion and the first published work was done so anonymously.
Thank you for the wonderful article on the Great West Point Chain, there is a family oral tradition that states that my Great Grandfathers the Elliot, whom were Scottish immigrants were instrumental in the construction of the chain. As blacksmith, I would doubt there would be much in the history books since the project was overseen by General Washington and responsibilities delegated down through the ranks. But if in your research you found any mention of George Elliot, Sr or his sons, specifically Robert Elliot I would love to know if there is any documentation.
Best regards,
Thomas Martin
http://dnasurnames.info/lineages/p63430.htm
I know this is “long in coming”, but I just now discovered your interest. If you email me, I have something for you about the Elliotts being commissioned by General Washington to built “The Great Chain”. Email me @ “me*************@***il.com” (without the quotes, of course), and I’ll reply – attaching the document I have.
Mel
PS: I am also related to “George Elliott”, so perhaps we’re relatives too?
A most enlightening article. I grew up around there an saw the chain in person. I could pick up one link but it was very heavy. Doing all this in two months is extraordinary. America at its best.
Great article unifying many different sources into one, concise article. I am a historian at Washington’s Headquarters, Newburgh, just upriver a few miles from West Point, and I was born and raised here in Orange County, NY on stories of the Great Chain. I solely take issue with one minor detail that is no fault of the author; rather, from what I’ve been able to discover in the course of my research, it is the fault of Merle Sheffield, author of “The Chain and Boom”. The Sterling Ironworks was NOT located in Chester, New York, as Sheffield claims; rather, the Ironworks are located in Warwick, NY, the next town over, currently in what’s called the Sterling Forest State Park (the park is in both the Town of Warwick and the Town of Tuxedo Park, but the site of the ironworks is in the Warwick part). The site of the ironworks is still accessible today along a hiking trail in the park. Peter Townsend, owner of Sterling Ironworks, lived in the village of Chester, but again the Ironworks were located in Warwick; I believe this is the source of the error in location, in that Sheffield simply made an assumption that the Ironworks were in the same village that Townsend lived. Although these villages are indeed down the road from one another, it is still incorrect; it is like saying that Washington’s Headquarters at Valley Forge was in King of Prussia. Close, but not correct.
Is there anywhere a list of the hundreds of men that worked on this Hudson River Chain Project? I am specifically trying to identify a Captain Michael Parker of Andover, Massachusetts.
The Great Chain was made in the Sterling Mines in Warwick, N.Y. My third great grandfather, John Norman was made Captain in the militia in 1776 for the purpose of his Overseeing the forging of the Great Chain. John was expertise in forging as he came from Cornwall, England where Mining was the way of life of the residents. John, later, opened his own Mine in Sparta, New Jersey, at the mouth of Morris Lake (formerly known as “Norman’s Pond”).